Линија за производњу рељефних металних композитних спољашњих панела

Кратак опис:
Линија за производњу спољних панела од рељефних композитних метала је производња новог типа еколошки прихватљивих лаких грађевинских материјала који су тренутно популарни у свету.и декоративне зидне плоче на бази полиуретанске пене.Може произвести ватроотпорне термоизолационе декоративне зидне панеле са челичном плочом на површини.полиуретан у средини.и алуминијумску фолију или челичну плочу на дну.
Детаљи о производу
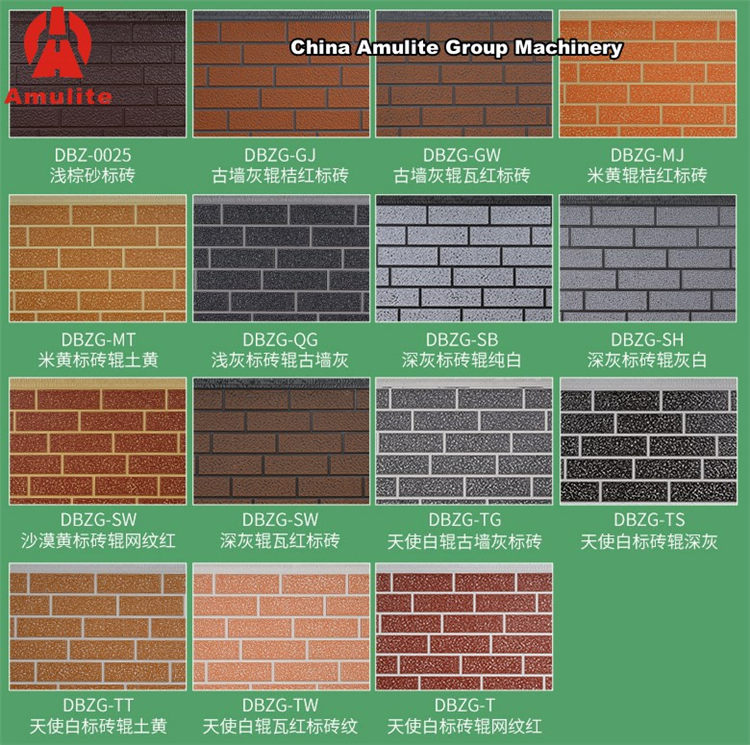
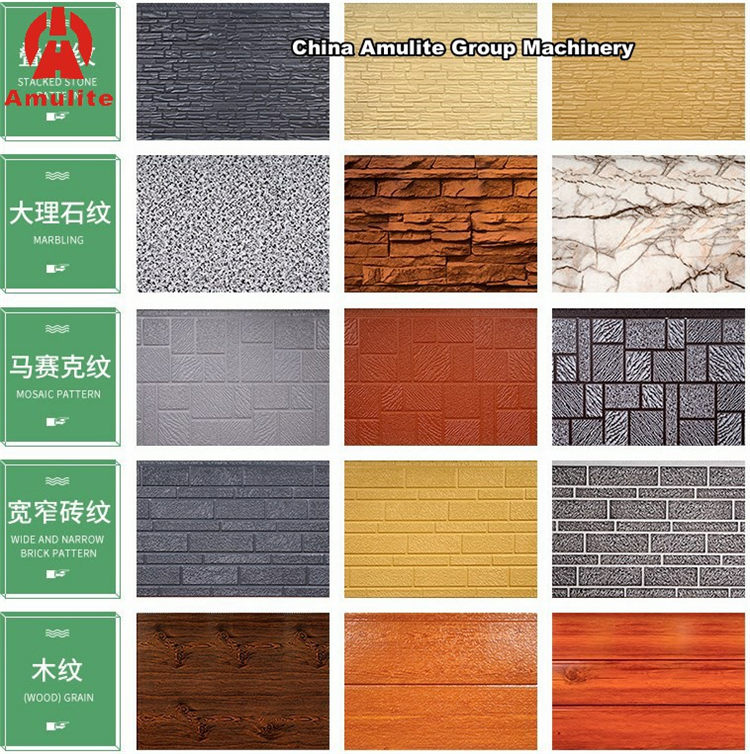
Ознаке производа
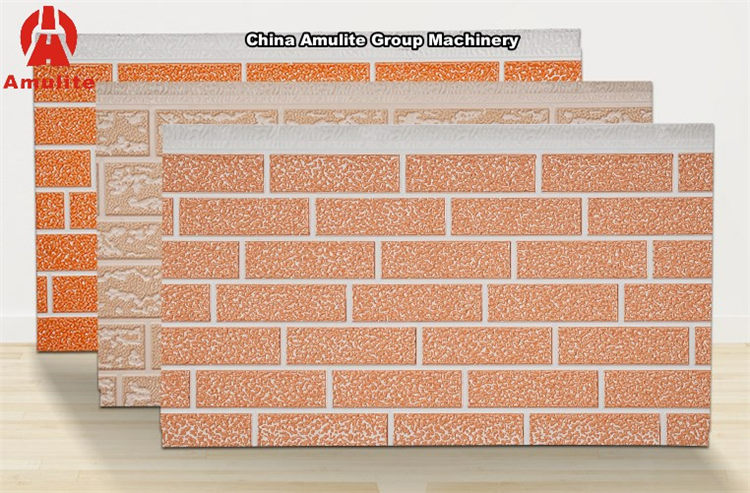
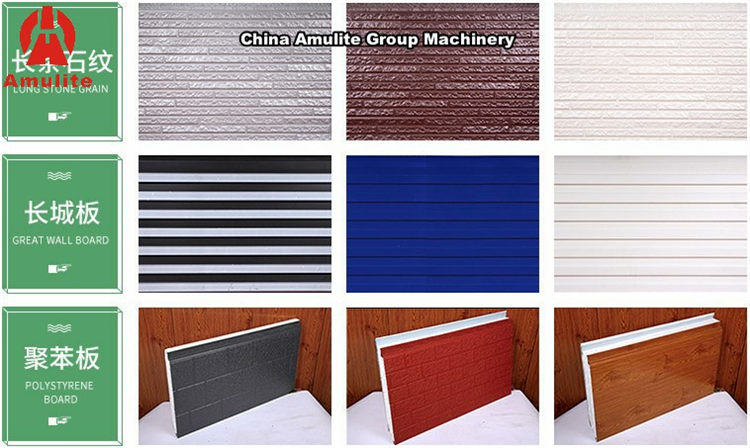
1. Увод у зидну плочу
Линија за производњу спољних панела од рељефних композитних метала је производња новог типа еколошки прихватљивих лаких грађевинских материјала који су тренутно популарни у свету.и декоративне зидне плоче на бази полиуретанске пене.Може произвести ватроотпорне термоизолационе декоративне зидне панеле са челичном плочом на површини.полиуретан у средини.а на дну алуминијумске фолије или челичне плоче.Главне области примене производа: реновирање старих зграда.апартмани високе класе.виле.хотели.лаке челичне конструкције.мобилне кућице.сеоске куће.велики тржни центри.унутрашњи и спољашњи зидови фабрика.итд.

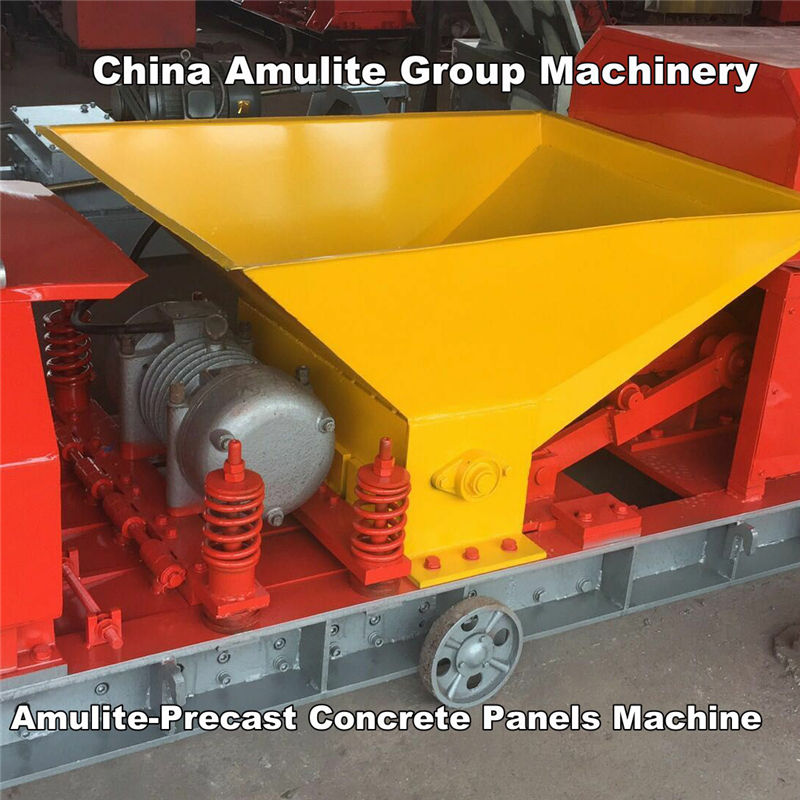
2. Састав опреме
Линија за производњу рељефних металних композитних спољашњих панела Главни одмотач→ Машина за утискивање→ Машина за нивелисање→ Машина за бочно формирање→ Платформа за грејање→ Машина за убризгавање АБ пене→ Машина за ламинирање алуминијумских ланчаних плоча→ Одсецање плоче за тестеру→ Бојење→ Паковање итд.
3. Рељефна метална композитна линија за производњу спољашњих панела Главни технички параметри
Спецификација зидног панела: А.380×16 мм Б. (380-500)× (30-40) мм
Брзина производње: 4-10м/мин
Дужина дуплог гусеничара од алуминијумске легуре: 18-24м
Укупна снага опреме: око 60Кв
Капацитет производне линије: око 1.000.000 квадратних метара.

4. Рељефна метална композитна производна линија спољних панела Увођење структуре и функције јединице
Ⅰ.Унвиндер
Функција: Користи се за одмотавање и утискивање челичних намотаја
Тип структуре: челични оквир за заваривање пресека.Бочни померај се остварује хидрауличним цилиндром.Спречите одступање материјала завојнице.Одмотавање усваја пасивни тип.Имајте пнеуматску кочницу за контролу напетости.

Ⅱ.Машина за утискивање
Функција: према различитим узорцима зидне плоче.Два супротна метална ваљка за утискивање се користе за пресовање различитих узорака челика у боји.
Ⅲ.Машина за пењење:
БЛЦ(Р)Тип машина за континуирано пењење ниског притиска или ПХ(Р/Ф) машина за пенушање високог притиска.Користите 1 резервоар смоле (А).1 个 Резервоар за средство за очвршћавање (Б);Две пумпне јединице за дозирање покрећу независни мотори са променљивом фреквенцијом.Излазни проток пумпе за дозирање се контролише променом брзине пумпе за дозирање。Коначно.Компоненте се мешају према потребном односу и равномерно прскају између доњих челичних плоча или других подлога.

Ⅳ.Форминг Мацхине
Функција: Облик челика са рељефом у боји третиран је прирубницом на више точкова.
Ⅴ.Ламинатор
Функција: Комплетно пењење и обликовање полиуретана на мрежи; Јединица ланчане плоче састоји се од погонског мотора.Ланац точак.Ланац од алуминијумске легуре.Осовина осовинице и котрљајни лежај.Коришћењем електричне грејне цеви за грејање; може брзо да загреје машину са двоструким ременом на потребну температуру за производњу. Када температура достигне унапред подешену вредност.Електрично грејање се може укључити или искључити у зависности од стварне ситуације.
Ⅵ.Машина за тестерисање фиксне дужине
Функција: Пиљење формиране плоче према постављеној величини.
Функција: База.Труп и горњи покретни оквир усвајају челичну и плочу за заваривање конструкције.Повезано линеарном водилицом.Монтажна површина водилице је готова.Осигурајте тачност инсталације; Мотор за тестерисање је инсталиран на горњем покретном оквиру.Покретни оквир покреће мотор са редуктором.Бочно кретање; Стезни уређај је инсталиран на телу.Састоји се од ваздушног цилиндра и блока за притискање; уређај за ресетовање се састоји од цилиндра и пуфер уређаја; када плоча достигне задату дужину.Затезни цилиндар гура стезни блок надоле.И цилиндар за ресетовање гура тело да се креће са плочом;Истовремено.Мотор за тестерисање је покренут.А редукциони мотор покреће горњи покретни оквир да се помера хоризонтално.Тако да се реализује попречно сечење плоче;Након што је сечење завршено.Стезни уређај је подигнут.А цилиндар за ресетовање покреће тело да се врати на првобитну тачку за ресетовање.
5. Аутоматска контрола линије за производњу рељефних металних композитних спољашњих панела
Аутоматски контролни систем је подељен на четири дела: Контрола подручја за одмотавање и утискивање.Контрола области формирања и ламинације.Контрола подручја пене и контрола подручја пиљења.Укупна снага је око 60КВ; Платформа за грејање је око 30КВ.Цео контролни систем се састоји од програмабилног контролера.Тест Свитцх.Делта инвертер драјвер и друге компоненте.Кроз унос параметара екрана осетљивог на додир и рад са дугмадима.Реализујте аутоматизовану производњу производне линије.Његове перформансе су поуздане и стабилне.А операција је једноставна и лака.